
The first building in which Aluminium was widely used in construction was the Empire State Building, the famous New York skyscraper built in 1931 – and the tallest building in the world until 1970.

Laser Welding Aluminum
The Challenges of Welding Aluminum
Aluminum can be a difficult material to weld.
Oxidation issues can lead to contamination and porosity problems.
However, cleaned correctly and handled correctly, aluminum welds well with a laser.
The Challenges of Welding Aluminum
Aluminum welding has become one of the most popular forms of welding in the industry today, with a special interest being in the automotive sector. Understanding how to successfully weld aluminum becomes the tricky part, as it is not the easiest material to work with. The process as a whole has its challenges, from preparation and correct welding techniques to specific equipment that should be used to help your operation run smoothly.
For this reason, aluminum requires specific attention to ensure your welding jobs are succesfully completed with minimal issues and ease.
Aluminum has certain properties which make it more challenging to weld than other metals. Its relatively high thermal conductivity (approx. 209 W/m K) and low melting point (660~670°C) make it such that only fusion welding processes can be used to weld it.
Fusion welding processes, such as MIG, TIG, Laser, and Electron Beam, generate intense heat in small area to melt the material in the desired weld area. This small heat affected zone is essential as aluminum’s high thermal conductivity tends to result in heat traveling throughout the work piece, either melting too much material or deforming the entire part. The amount of heat applied and the location to which it is applied must be controlled very precisely. Manual welding processes, such as MIG and TIG, rely on operator skill and heat sinking to control these factors. Because aluminum doesn’t change in appearance as it approaches its melting point, welding processes which require visual judgment of material readiness can be unreliable. Automated methods, such as Laser and Electron Beam, which use computers to control feed rate, power, and weld location, offer more precise and consistent weld quality
Aluminum Oxidation
Another challenge of welding aluminum involves the formation of oxide film on the work surface. The melting point of aluminum oxide is approximately 3x the melting point of pure aluminum, which can result in particles of aluminum oxide contaminating the weld and leading to porosity issues. In most cases, oxide film must be removed either by mechanical or chemical means prior to welding. Aluminum oxide can affect laser welding: oxide films can change the reflectivity of the parts surface, which negatively impacts the amount of laser energy making it to the base metal.
Hydrocarbon Contamination
Hydrocarbon contamination of aluminum during storage and preparation of the material can cause problems when welding. Aluminum parts are frequently formed, sheared, sawed and machined prior to the welding operation. If a lubricant is used during any of these pre-weld operations, complete removal of the lubricant prior to welding is essential to avoid bad welds. Prudence dictates that aluminum parts which are to be welded should be pre-weld processed in a such a manner that minimal to no lubricants are used — sawing and machining of aluminum should be performed dry, if possible, and if not, the parts must be throughly cleaned.
Pre-Weld Preparation
The amount of pre-weld preparation is largely dependent on the condition of the aluminum parts to be welded, and that is generally dependent on the storage conditions and the cleanliness of the machine procedures used to make the part thus far.
To avoid oxide films and hydrocarbon contamination, aluminum to be laser welded must be thoroughly cleaned. This is often achieved mechanically, using stainless steel wire brushes, grinding, filing or scraping to remove any oxides. Alternatively, there are chemical cleaning methods utilizing immersions in caustic solutions and water that are effective at removing aluminum oxide.
Hydrocarbon residue on aluminum parts can generally be removed using acetone or alcohol based solvents. Avoid using chlorinated solvents in the welding area because they may form toxic gases when heated. Hydrocarbon contamination must be removed before abrading the surface to remove aluminum oxide.
Joint Preparation for aluminium laser welding
A very important aspect to welding aluminum is how the joint is fabricated. Special care in machining and assembly must be taken because aluminum is softer than most metals. Contaminates can easily be transferred to a part and then pushed under the surface of the joint.
- Machining methods that leave a ground or smeared surface should be avoided. For example, a band saw will leave metal smeared along the path of the blade. This problem can be overcome by filing or machining the joint edge post cutting.
- Avoid grinding process if possible. If grinding cannot be avoided, use a course disk.
- When cleaning a surface with solvents, use clean cloth such as cheese cloth or paper towels. Do not use shop rags that may be contaminated with oil residue.
- Avoid using compressed shop air to blow off debris from the area of the joint. Compressed air contains moisture and oil contaminates. If a part must be blown off, use a bottled gas such as nitrogen or argon.
- Use a stainless steel wire brush to clean a joint only after solvent cleaning. Wire brushing prior may imbed hydrocarbons and other contaminates in the aluminum.
- Always use a new or recently cleaned stainless steel brushes to clean a joint. Older brushes sitting around a work bench may contain oils and other contaminates. Do not use brushes that have been used on other metals as metal flakes can be carried on the brush bristles, then imbedded under the surface of the aluminum during brushing.
- Stainless steel wire brush any metal surface that has been etched. By-product residuals from etching can alter the chemical composition of the weld pool.
- Clean all wire brushes and cutting tools frequently.
Fixturing Aluminium parts before Laser Welding
Laser welding requires a fairly precise joint in order to maintain permissible gap and mismatch. Good weld fixturing is necessary so that the laser beam can be placed accurately. Laser welding and cutting are thus inherently machine guided processes.
Laser Stir Welding - Laser Wobble Welding
Laser stir welding is a process in which a continuous beam laser is oscillated or wobbled at a relatively high frequency, which causes a stirring action within the molten weld pool – hence the term “stir welding or Wobble Welding.” The result is a manipulation of the weld pool/vapor cavity, which changes some key characteristics of the weld.
Benefits:
- Laser Stir Welding results in largely defect free joints, with no hot cracking, porosity or solidification cracks.
- More precise control of the weld pool for increased keyhole stability.
- Improved control of the profile and geometry of the weld – as an example, joints can be designed with more width at the root of the weld, which can be very useful for Lap/Thru-/Blind welds.
- Weld profiles can be manipulated into asymmetry, such as increasing the penetration on one side of the weld joint.
- Patterns can be programmed to compensate for large gaps in weld joints and other potentially problematic weld geometry problems.
- Higher feed rates can be achieved than with pulsed laser techniques.
- No filler materials is required.
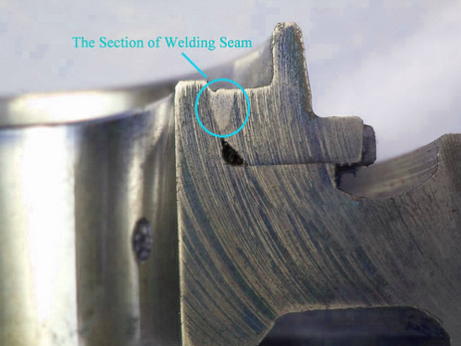
Wobble stirring movement reduces drastically the porosity at Aluminium Welding
How to reduce porosity at aluminium welding?
Wobble laser Welding
Special Measures for Optimum Quality of Laser Welding Aluminum Alloy
At the beginning aluminum alloy laser welding, there is a high reflection phenomenon, seriously affect the material absorption of laser energy. Wavelength is short, the material absorption of light better, therefore, Fiber laser is much better than CO2 laser in absorption of aluminum alloy as the energy density is more concentrated with fiber laser. Once the material begins to absorb light energy, the reflectivity of the liquid metal towards the light drops drastically and the absorbtion increases super fast.
Using wobble laser welding, can significantly improve the porosity, because of the stirring light beam forms a relatively large keyhole, improves the stability of the keyhole, favors escape of the gas; compared to normal laser beam welding, molten pool temperature gradient the smaller, lower liquid metal solidification rate, prolong the bubble escape time, reduce the porosity and improves the stability of wire feeding, stable welding quality advantage.

In the aerospace manufacturing industry, the application of new materials is increasing, and it also promotes the development of corresponding new welding methods.
Wobble Laser welding of aluminum-lithium alloys is one of them.
The development trend of modern aircraft structural materials is: vigorously develop high-strength, high-specific modulus, corrosion-resistant, high-tolerance, low-temperature multi-functional structural materials to achieve structural weight reduction; improve materials and structural preparation techniques, reduce manufacturing costs and maintenance costs . Modern body materials are still dominated by aluminum alloys, the amount of steel tends to decrease, and the amount of titanium alloys increases significantly. Aeroengine main materials are aluminum alloys, titanium alloys, high temperature alloys and various types of high temperature composite materials. Aluminum-lithium alloys are the most rapidly developing field in aviation metal materials in the past decade.
Aluminum lithium alloy profile
Industrial production of aluminum-lithium alloys refers to aluminum alloys containing 1% to 3% of Li with Li as the main strengthening element. The purpose of adding Li to the alloy is to increase the elastic modulus of the alloy and decrease the density of the alloy (density is 5% to 12% lower than that of the general aluminum alloy, and the elastic modulus is 5% to 8% higher). Al-Li alloy has low density, high specific strength, high specific stiffness, excellent low temperature performance, good corrosion resistance and excellent superplastic forming properties; its strength, fracture toughness, yield strength, fatigue properties are all with temperature. Reduced and increased; it has good superplasticity, can be made into complex shapes, difficult to form parts, reduce labor intensity and reduce the weight of the structure. Using it to replace the conventional aluminum alloy can reduce the mass of the components by 15% and increase the stiffness by 15% to 20%. It is considered as an ideal structural material in the aerospace industry. In this field, aluminum-lithium alloys have replaced conventional high-strength aluminum alloys on many components.
Cover Gas Requirements for Aluminum Welding
Which gas to use with aluminium welding by laser?
Cover gases are often required when laser welding aluminum. Choice of cover gas is generally dependent on the type of laser and its power rating as the use of the wrong cover gas can result in access plasma generation and/or changes to the properties of the welded materials. Generally, cover gasses are chosen on a per project basis, but a few general guidelines are:
- Argon: commonly used with Nd:YAG and Fiber lasers, in order to minimize plasma generation, Argon should not be used with C02 lasers exceeding 3kW of power in order to minimize plasma generation.
- Helium: tends to suppress plasma generation, and since it is very light weight it can require a high flow rate, which can cause weld pool turbulence, which is undesirable.
- Argon-Helium Mixtures: generally recommended for most aluminum laser welding applications depending on laser power level.
- Argon-Oxygen Mixtures: can provide high efficiency and acceptable welding quality.
- Argon-Hydrogen Mixtures: can provide high efficiency and acceptable seam shape in welding of austenitic stainless steels. It should be considered that hydrogen may result in brittle behavior of ferrite steels! Gases and gas mixtures are supplied in cylinders.
- Nitrogen – C02 Mixtures: can produce acceptable welds although often the seam will be slightly oxidized.